E-mail seo@sino-purification.com

Time:2026-05-22 13:17:53 Reading volume:
Unlike turbines running in clean, dry power plants, a paper mill turbine faces continuous operational hazards.

Water is the number one enemy of turbine oil, and paper mills are saturated with it. Steam seals on the turbine shafts wear down over time, allowing high-pressure steam to leak directly into the bearing housings.
The Danger: Water exists in the oil in three states: free, emulsified, and dissolved. Water drastically reduces the oil’s film strength, leading to metal-to-metal contact in the bearings. It also triggers fast-moving rust and corrosion on critical internal components.
Turbines operate at high speeds and high temperatures. When oxygen mixes with the oil under intense heat—especially when accelerated by metal wear particles acting as catalysts—the oil oxidizes.
The Danger: Oxidation forms varnish and sludge. Varnish is a sticky, resinous substance that deposits onto cooler metal surfaces. It causes servo valves and control governors to stick or lag, directly threatening the turbine’s overspeed safety controls.
Fine wood pulp fibers, paper dust, and ambient environmental dirt easily find their way into the oil reservoirs through breaths and seals.
The Danger: These hard and soft particles score bearing surfaces, plug fine-clearance control valves, and act as a mechanical grindstone inside the system, accelerating wear.
Many mills rely on simple mechanical inline filters. While these are fine for capturing large particles, they are completely inadequate for a paper mill turbine for two reasons:
They cannot remove water: Standard filters let dissolved and emulsified water pass right through.
They cannot remove sub-micron varnish: Varnish precursors are incredibly small (often less than 0.1 microns) and pass straight through standard 3-micron or 10-micron mechanical filters until they precipitate onto critical surfaces.

To keep a paper mill turbine running reliably, a dedicated, continuous bypass oil conditioning system is required. These systems generally utilize two primary technologies to clean the oil to strict ISO cleanliness standards:
The oil is heated and pulled into a vacuum chamber. Because water boils at a much lower temperature under a vacuum, the system boils off free, emulsified, and even dissolved water without thermally damaging the turbine oil. This consistently keeps water levels well below the critical threshold (typically less than 100 ppm).
Multi-stage filtration elements trap fine particulate matter down to 1–3 microns. Coalescing elements can also be paired to separate large masses of free water quickly before the oil undergoes deep vacuum dehydration.
| Key Metric | Unprotected Oil (Typical Paper Mill) | After Dedicated Purification |
| Water Content | 500 – 2,000+ ppm (Cloudy/Milky) | < 100 ppm (Clear and Bright) |
| ISO 4406 Cleanliness | 22/20/17 (High risk of wear) | 16/14/11 (Excellent for bearings/valves) |
| Varnish Risk | High (Sticky valves, governor lag) | Low (Clean surfaces, responsive controls) |
The Bottom Line: For paper mills, a dedicated turbine oil purifier isn't just a maintenance preference—it is insurance against a multi-million-dollar shutdown. By continuously eliminating water and varnish precursors, it extends both the oil life and turbine lifespan indefinitely.
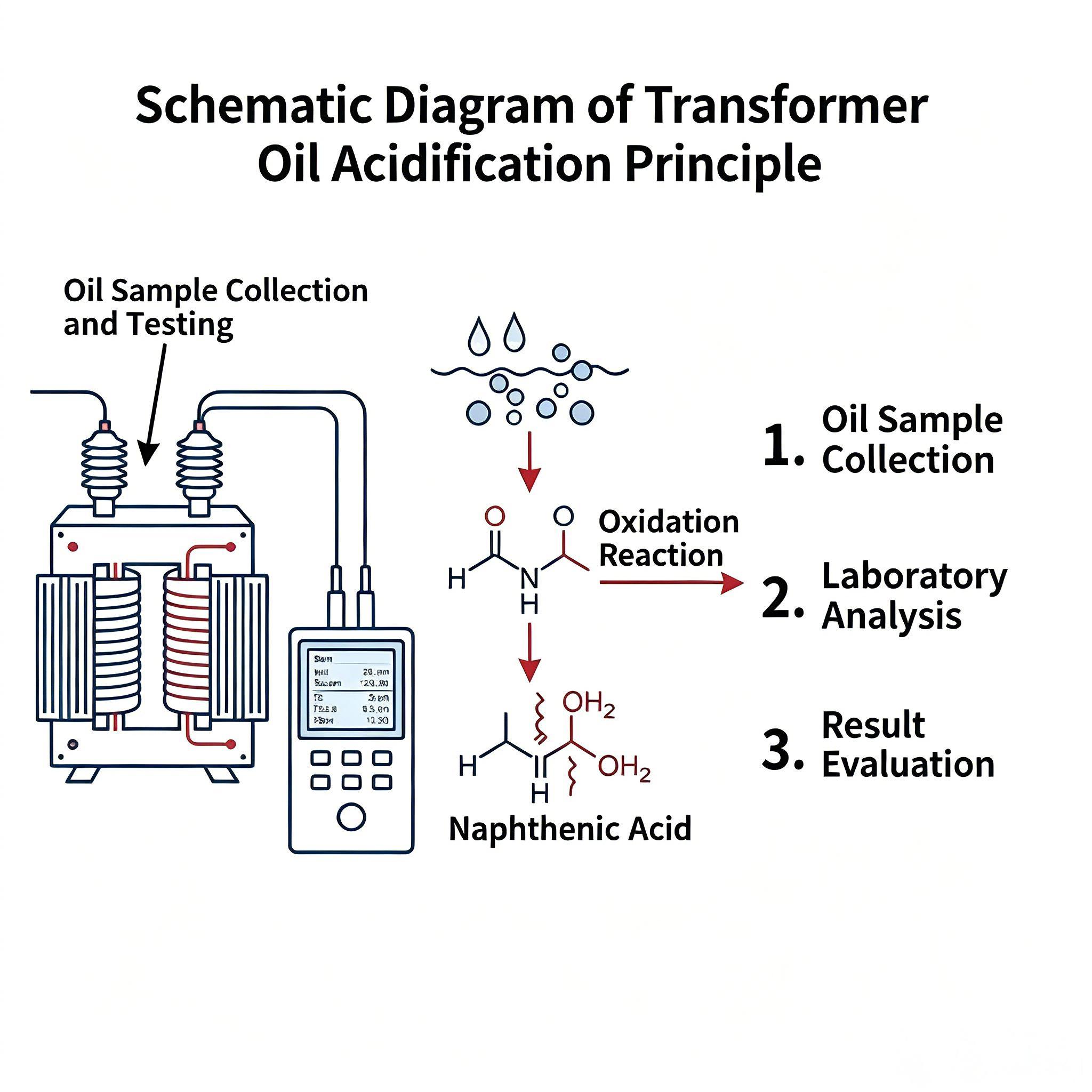
Combating Transformer Oil Acidity: From Diagnosis to Adsorption Reclamation

Mitigating Water Ingress in Turbine Oil: Thermodynamic Benefits of Vacuum Dehydration

Turbine Oil Purification: How to Solve EHC Fluid Degradation Issues

Troubleshooting Oil Purifier Overheating: Causes and Solutions

Does turbine oil purification solve the problem of free water?







